严禁任何人带小孩进入施工现场,非机械操作工,不准擅自操纵机械设备,非电工不准擅自接电,设备出现故障应及时排除,不得带[病"工作,镦粗机操作机床的施工人员应严格按照钢筋端部冷镦机床的操作规程进行,镦粗机施工材料要定点。
分仓,分规格堆放,操作人员要做到随做随清,工完场清,必须将镦粗机镦头,夹具,模具间的铁屑清理干净,冷镦机应根据钢筋直径,配换相应夹具,冷镦机应检查并确认模具,中心冲头无裂纹,并应校正上下模具与中心冲头的同心度。
紧固各部螺栓,作好防护,冷镦机启动后应先空运转,调整上下模具紧度,对准冲头模进行镦头校对,确认正常后,方可作业,镦粗机未达到正常转速时,不得镦头,当镦出的头大小不匀时,应及时调整冲头与夹具的间隙,冲头导向块应保持有足够的润滑。
不合格的镦粗头,应切掉后重新镦粗,严禁对不合格的镦粗头二次镦粗,否则会使镦头弯曲,裂开,钢筋镦粗机墩粗机操作规程:凡从事钢筋镦粗的工作人员必须经过的技术培训,技能考核合格后方能上岗,镦粗机连续工作,油温不得超过50度。
当温度过高时要停机降温后才能使用,镦粗机镦长钢筋时,要用工件托架对准中心,防止机器倾倒,镦粗机必须熟记各规格钢筋冷镦时的压力,严防超压,镦粗机模腔滑运面,常除氧化皮,加油,镦粗机高压油泵的维修应该室内无尘条件下进行。
加油和维修过程严防沙尘进入油路系统,注入液压油,必须通过滤油网入油管,镦粗机严禁开机离人,造成活塞行程走过头,破坏活动冲模镦粗机钢筋下料的切口,切面要与钢筋纵轴垂直,不得出现马蹄形切口或拱曲,不得有横向裂纹。
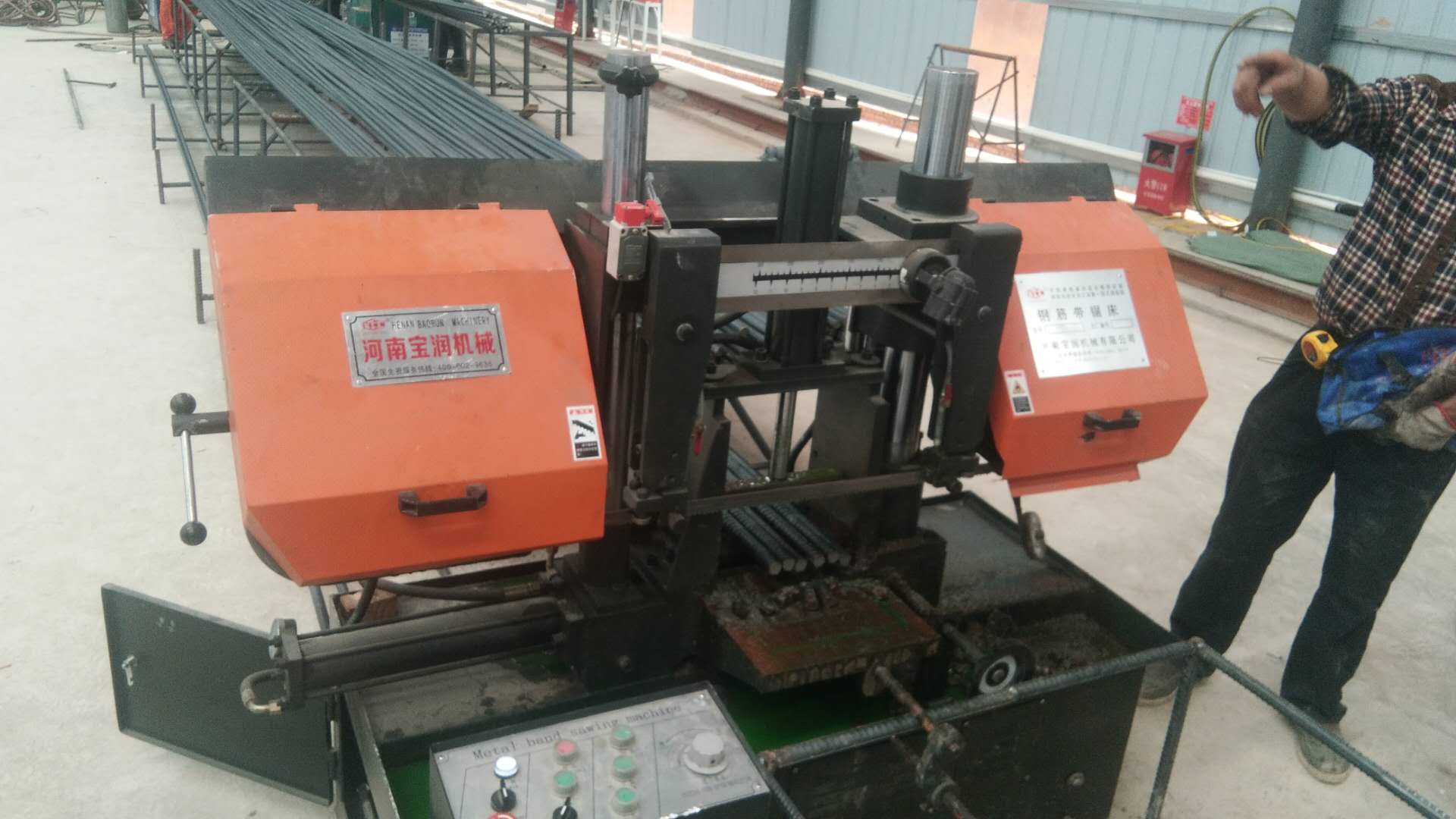
锯床润滑系统开车前必须按机床润滑部位(钢丝刷轴、蜗轮箱、主动轴承座、蜗杆轴承、升降油缸上下轴、活动虎钳滑动面夹紧丝杆)要求加油。蜗轮箱内的蜗轮、蜗杆采用30号机油油浴润滑,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于 位置时,油面应位于油标的上、下限之间。试用一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。
锯床锯条传动安装在蜗轮箱上的电动机通过皮带轮,三角胶带驱动蜗轮箱内的蜗杆和蜗轮,带动主动轮旋转,再驱动绕在主动被动轮缘上的锯条进行切削回转运动。锯条进给运动由升降油缸和调速阀组成的液压循环系统,控制锯梁下降速度从而控制锯条的进给(无级调速)运动。锯刷旋转在锯条出屑的地方,并随着锯条走锯的方向旋转,并由冷却泵供冷却液清洗,清除锯齿上的切屑。冷却液在底座的右侧冷却切削液箱里,由水泵直接驱动供冷却液。

锯床的液压传动系统由泵、阀、油缸、油箱、管路等元辅件组成的液压回路,在电气控制下完成锯梁的升降,工件的夹紧。通过调速阀可实行进给速度的无级调速,达到对不同材质工件的锯切需要。电气控制系统由电气箱、控制箱、接线盒、行程开关、电磁铁等组成的控制回路,用来控制锯条的回转、锯梁的升降、工件的夹紧等,使之按一定的工作程序来实现正常切削循环。锯床四大系统的任何一个组成部分如果流转不顺畅,就会给我们的锯切带来很大的麻烦,影响工作效率。 金属切割锯床近年来在市场上的口碑反应良好,金属切割这门技术也为锯床的发展注入了新的活力。这种锯床的特点及优势其实法也很简单,就是把锯床空转,把调速阀开到 ,让锯床上升下降来回的走几回,把调速阀里的铁屑冲出来就能够,真实不可,就把调速阀拆下来,用液压油洗一下,把油路打通就能够了。锯床主要分为润滑系统、液压系统、电气系统、机械系统四部分组成。十分明显,以下主要从三方面来概括以下。
,只需按上一个电源按扭,整体镦粗工作完成,加工精度高,质量保证,钢筋镦粗利用冷镦的原理使钢筋端头塑性变形,直径增大4~6mm,工螺纹,使加工螺纹后的实际截面积大于原钢筋截面积,强度,这种镦粗后的螺纹接头经拉伸实验检测全部断于母材。
桥,高铁,电站要求较高的工程,操作简单,方面,操作,接头强度高,可100%发挥钢筋抗拉,抗压强度,)等相关标准要来,钢筋镦粗机利用液压冷镦的原理使钢筋端头塑性变形,直径增大4~6mm,然后再加工螺纹,使加工螺纹后的实际截面积大于原钢筋截面积。
大大提高接头的抗拉强度,这种镦粗后的螺纹接头经拉伸实验检测全部断于母材,适用于要求较高的工程,操作简单,液压电气控制,不需要技工,将钢筋端部截面积扩大15-20%,使加工成螺纹的底径不小于钢筋母材直径。
生产效率高,加工钢筋范围广,设备故障率小,无易损零配件,环保,,不受环境及气候影响,采用先进液压系统和电动结构,新产品,新技术,只需按上一个电源按扭,整体镦粗工作完成,加工精度高,质量保证,钢筋镦粗利用冷镦的原理使钢筋端头塑性变形。